+86-15052135118
+86-15052135118 


 Entrer en contact
Entrer en contact

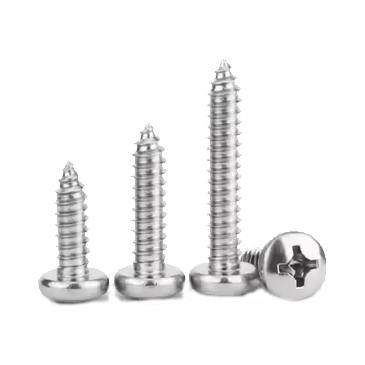
Qu'est-ce qu'un Vis en acier au carbone ?
Un vis en acier au carbone est une fixation filetée fabriquée à partir d'un alliage fer-carbone dans lequel le carbone est le principal élément d'alliage, généralement présent à des concentrations comprises entre 0,05 % et 1,70 % en poids. La teneur en carbone, ainsi que des traces de manganèse, de silicium, de soufre et de phosphore, déterminent la dureté, la résistance à la traction, la ductilité et l'usinabilité de l'acier — et par extension, les performances mécaniques de la vis finie.
L'acier au carbone est le matériau le plus largement utilisé dans la fabrication de vis à l'échelle mondiale, représentant la majorité de la production industrielle de fixations en volume. Sa domination résulte d'une combinaison de rapport résistance/coût élevé , une excellente formabilité lors de la frappe à froid et du laminage de filets, et la capacité d'être traité thermiquement sur une large gamme de propriétés mécaniques cibles. Des vis mécaniques à pas fin utilisées dans les assemblages électroniques aux gros boulons hexagonaux structurels utilisés dans la construction, les vis en acier au carbone servent pratiquement toutes les industries nécessitant une fixation filetée.
La principale limitation de l'acier au carbone par rapport à l'acier inoxydable est sa susceptibilité à la corrosion dans des environnements humides ou chimiquement agressifs. Ce problème est résolu grâce à une gamme de traitements de surface – zingage, galvanisation à chaud, revêtement de phosphate et autres – qui prolongent considérablement la durée de vie sans altérer les propriétés mécaniques de base de la fixation.

Nuances d'acier au carbone utilisées dans la fabrication de vis
Tous les aciers au carbone ne sont pas équivalents. La nuance d'acier sélectionnée pour la production de vis détermine directement la classe de résistance réalisable, la réponse au traitement thermique et le comportement au formage à froid. Les fabricants de vis travaillent principalement avec les catégories de matériaux suivantes :
Acier à faible teneur en carbone (acier doux) — 0,05 % à 0,30 % C
Qualités à faible teneur en carbone telles que SAE 1008, 1010 et 1018 sont le matériau standard pour les vis à usage général, les vis à bois, les vis autotaraudeuses et les vis pour cloisons sèches. Leur faible teneur en carbone les rend très ductiles et faciles à presser à froid (un processus de fabrication à grande vitesse dans lequel le fil machine est transformé en ébauches de vis sans découpe), ce qui se traduit par une excellente efficacité de production et un faible coût unitaire. Cependant, l'acier à faible teneur en carbone ne peut pas être renforcé de manière significative par traitement thermique, c'est pourquoi ces vis sont généralement limitées à classe de propriété 4.8 ou inférieure sous classification ISO 898-1.
Acier au carbone moyen — 0,30 % à 0,60 % C
Des notes telles que SAE 1035, 1038 et 1045 offrent un potentiel de résistance nettement plus élevé et répondent bien au traitement thermique de trempe et de revenu. Ce sont les principaux matériaux pour classe de propriété 8.8, 9.8 et 10.9 vis métriques — l'épine dorsale des assemblages structurels et mécaniques dans les applications automobiles, de machines et de construction. Après traitement thermique, les vis en acier au carbone moyen atteignent des résistances à la traction de 800 à 1 040 MPa, avec des plages de dureté contrôlées (généralement 22 à 39 HRC pour les classes 8,8 et 10,9 respectivement) qui équilibrent la résistance et la résistance à la fragilisation par l'hydrogène lors des processus de galvanoplastie ultérieurs.
Acier allié à carbone moyen — avec ajouts de Cr, Mn ou B
Pour les classes de force les plus élevées — classe de propriété 12.9 et applications spécialisées à haute résistance - les fabricants utilisent des nuances d'acier allié telles que SAE 4135, 4140 (chrome-molybdène) ou des qualités enrichies en bore comme 10B38 . De petits ajouts de bore de 0,0005 % à 0,003 % améliorent considérablement la trempabilité, permettant le durcissement à cœur de vis de plus grand diamètre pendant la trempe. Les vis de classe 12.9 produites à partir de ces matériaux atteignent des résistances à la traction de 1220 MPa minimum , ce qui en fait le choix pour les composants de moteur hautes performances, les pinces d'outillage et les joints structurels critiques où l'intégrité des joints n'est pas négociable.
| Classe de propriété ISO | Nuance d'acier typique | Min. Résistance à la traction | Traitement thermique | Application typique |
|---|---|---|---|---|
| 4.8 | SAE1008-1018 | 420 MPa | Aucun | Assemblée générale, luminaires |
| 8.8 | SAE1035-1045 | 800 MPa | Désaltérer et tempérer | Structures en acier, bâtis de machines |
| 10.9 | SAE1045/10B38 | 1040 MPa | Désaltérer et tempérer | Unutomotive, heavy equipment |
| 12.9 | SAE 4140 / Acier allié au bore | 1220 MPa | Désaltérer et tempérer | Composants moteur, outillage, aérospatiale |
Traitements de surface et protection contre la corrosion
L'acier au carbone nu se corrode rapidement lorsqu'il est exposé à l'humidité et à l'oxygène. Dans la plupart des applications, un traitement de surface est appliqué après la fabrication pour fournir un niveau défini de protection contre la corrosion. Le choix du traitement dépend de l'environnement d'exposition, de la durée de vie requise, du fait que la vis sera peinte ou traitée ultérieurement, et des éventuelles exigences réglementaires (telles que la conformité RoHS pour les applications électroniques).
Galvanoplastie au zinc
Le traitement le plus courant pour les vis en acier au carbone dans les applications intérieures et extérieures légères. Une fine couche de zinc de 5 à 12 µm est déposé par voie électrolytique, offrant une protection sacrificielle contre la corrosion : le zinc s'oxyde préférentiellement pour protéger le substrat en acier. Les vis zinguées standard atteignent généralement 72 à 200 heures de résistance au brouillard salin selon ASTM B117. La passivation au chromate jaune appliquée sur la couche de zinc prolonge cette durée jusqu'à 200 heures et donne la finition dorée familière que l'on voit sur de nombreuses vis de quincaillerie. Pour les vis à haute résistance des classes 10,9 et 12,9, une cuisson de fragilisation à l'hydrogène après placage (généralement à 190 °C pendant 4 heures) est obligatoire pour éviter une fracture retardée.
Galvanisation à chaud
Les vis sont immergées dans du zinc fondu à environ 450 °C, formant une couche d'alliage zinc-fer liée métallurgiquement. 45 à 85 µm . Ce revêtement beaucoup plus épais offre une résistance à la corrosion nettement supérieure, généralement 500 à 1 000 heures brouillard salin - et constitue la spécification standard pour les fixations structurelles extérieures, les équipements agricoles et les applications d'infrastructure telles que les poteaux électriques et les garde-corps d'autoroute. Le procédé ne convient pas aux vis à haute résistance des classes de propriétés 10.9 et 12.9 en raison du risque d'absorption d'hydrogène et de distorsion potentielle des filetages à tolérance serrée.
Revêtement phosphaté (noir ou gris)
Les traitements au zinc ou au phosphate de manganèse créent une couche de conversion cristalline sur la surface de l'acier qui offre une résistance à la corrosion autonome minimale mais une excellente rétention d'huile et une excellente adhérence de la peinture. Les vis phosphatées et huilées sont largement utilisées dans les assemblages automobiles et les machines où la fixation sera installée dans un environnement lubrifié ou ensuite peinte. Le phosphate de manganèse est également spécifié pour son propriétés anti-grippantes sur les vis à tête creuse à haute résistance, réduisant ainsi le risque de grippage du filetage lors du serrage à couple contrôlé.
Revêtements Geomet / Dacromet et flocons de zinc
Les revêtements inorganiques en flocons de zinc appliqués par processus d'immersion ou de pulvérisation sont de plus en plus spécifiés pour les fixations structurelles à haute résistance où le risque de fragilisation par l'hydrogène dû à la galvanoplastie est inacceptable. Ces revêtements atteignent 720 à 1 000 heures de résistance au brouillard salin avec des épaisseurs de revêtement de 8 à 12 µm, sont par nature sans hydrogène et fournissent des coefficients de frottement constants, essentiels au contrôle couple-tension dans les assemblages boulonnés structurels. Ils constituent le revêtement dominant sur les fixations de classe 10.9 dans les industries européennes de l'automobile et de l'énergie éolienne.
Vis en acier au carbone ou en acier inoxydable : quand les choisir ?
Le choix entre les vis en acier au carbone et en acier inoxydable est souvent interprété à tort comme une simple question de corrosion, alors qu'en réalité, il implique un compromis plus large en termes de résistance, de coût, de propriétés magnétiques, de résistance au grippage et d'environnement d'application.
Les vis en acier au carbone sont le bon choix lorsque :
- Une résistance élevée à la traction est requise : l'acier inoxydable A2-70 atteint 700 MPa, tandis que l'acier au carbone de classe 10.9 atteint 1 040 MPa et la classe 12.9 atteint 1 220 MPa. Pour les joints structurels et soumis à des charges élevées, l’acier au carbone est généralement la seule option pratique.
- Le coût est le principal facteur déterminant : les vis en acier au carbone sont généralement 30 à 70 % moins cher que les qualités inoxydables équivalentes en volume, ce qui en fait la norme pour la production industrielle générale.
- L'assemblage se fait dans un environnement intérieur contrôlé ou sera peint, ce qui signifie qu'une vis en acier au carbone plaqué offre une protection adéquate à un coût inférieur à celui de l'acier inoxydable.
- Une réponse magnétique est requise, par exemple dans les montages d'assemblage magnétiques ou les systèmes d'alimentation automatisés de fixations qui reposent sur l'orientation magnétique.
Les vis en acier inoxydable sont le bon choix lorsque :
- La fixation est exposée de manière prolongée à l’humidité, à l’eau salée ou à des produits chimiques agressifs sans possibilité d’entretien du revêtement – quincaillerie marine, équipement de transformation des aliments et applications architecturales extérieures.
- Unppearance is critical and the natural silver finish must be maintained without periodic re-coating.
- L'assemblage implique des métaux différents pour lesquels le risque de corrosion galvanique doit être géré par la sélection des matériaux plutôt que par le revêtement.
Processus de fabrication : comment sont fabriquées les vis en acier au carbone
Comprendre le processus de fabrication clarifie pourquoi certaines caractéristiques de qualité sont importantes lors de l'évaluation des vis en acier au carbone en tant qu'acheteur ou ingénieur spécificateur.
La méthode de production dominante est tête à froid , également appelé formage à froid. Le fil machine est étiré à un diamètre précis, coupé à la longueur voulue, puis progressivement formé par des matrices à température ambiante dans la géométrie de la tête de vis, sans enlever de matière. Le travail de frappe à froid écrouit l'acier à la jonction tête-tige, améliorant ainsi la résistance à la fatigue à ce point critique de concentration des contraintes. Il aligne également le flux de grains de l'acier avec la géométrie de la pièce, ce qui est mécaniquement supérieur aux vis usinées où le flux de grains est interrompu par la coupe.
Roulage de fil suit le captage à froid. Les matrices avec le profil de filetage inversé pressent la forme du filetage dans l'ébauche par déformation plastique plutôt que par découpe. Comme la frappe à froid, cela produit des contraintes résiduelles de compression dans la racine du filetage (la région de la vis la plus sollicitée sous charge de traction), ce qui améliore considérablement la durée de vie en fatigue par rapport aux filetages coupés. Les données de l'industrie montrent systématiquement que les fixations à filetage roulé atteignent Résistance à la fatigue 20 à 30 % plus élevée que les attaches à filetage coupé de taille équivalente pour la même qualité de matériau.
Pour la classe de propriété 8.8 et supérieure, traitement thermique de trempe et de revenu suit le roulage du fil. Les vis sont austénitisées à 820-880°C, trempées dans une solution d'huile ou de polymère pour obtenir une transformation complète en martensite, puis trempées à 425-500°C pour réduire la fragilité et atteindre la dureté cible et la bande de résistance à la traction spécifiées par la norme ISO 898-1. Le traitement de surface final – placage, revêtement ou passivation – est appliqué après le traitement thermique et toute inspection requise.